






一、产品介绍:该方案以 6 轴焊接机器人工作站为核心,配置了机器人专用焊机、焊接冷凝系统、氩气保护气、焊接变位台等配套装置,并配套有自动化焊接控制系统,通过 PLC 编程,自动控制出料、上料、双面焊接
一、产品介绍:
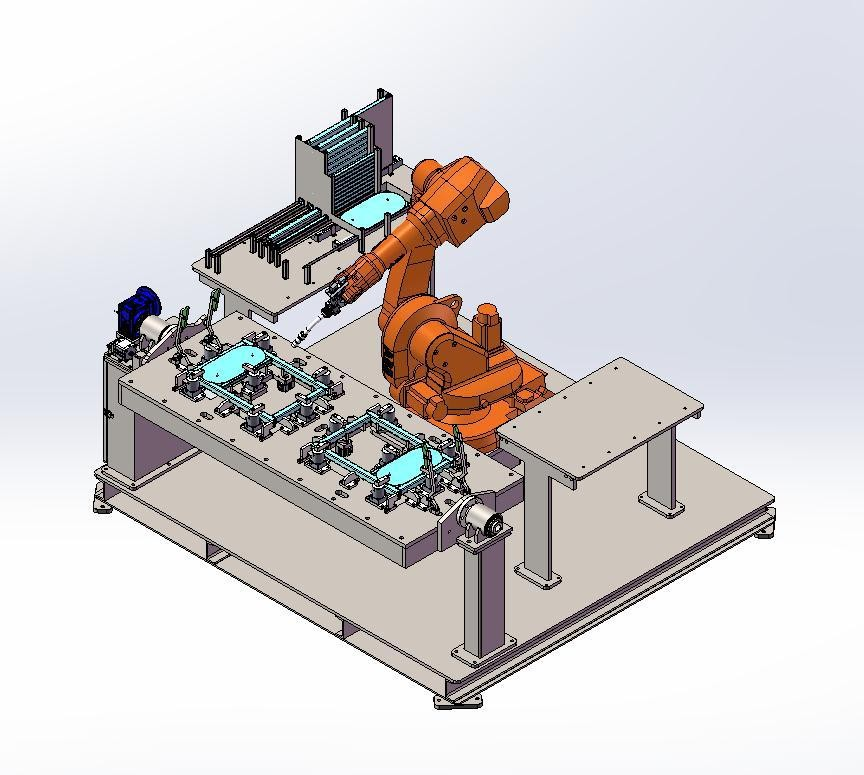
该方案以 6 轴焊接机器人工作站为核心,配置了机器人专用焊机、焊接冷凝系统、氩气保护气、焊接变位台等配套装置,并配套有自动化焊接控制系统,通过 PLC 编程,自动控制出料、上料、双面焊接、出料等工序,是学习工业机器人焊接应用技术及自动化技术实训绝佳载体。
通过机器人搬运与焊接功能的转换,结合分料台与自动焊接变位台的自动连贯动作,使其具有比以往实训教学设备所更加完善的配置和更为完整功能,真实的模拟和反映了机器人焊接和工业控制的过程,实训内容广泛、变化多样,是一款典型的职业能力实训和考核设备,通过在该设备上实训和考核,可使学生职业能力得到大幅度提升。

二、技术参数
1.交流电源:三相 AC 380 V±10% 50Hz;
2.温度:-10~50℃;环境湿度:≤90%无水珠凝结;
3.整机功耗:≤10.0kVA
4.设备尺寸:3500mm*3000mm*1850mm
5. 安全保护措施:具有接地保护、漏电保护、断电保护功能,安全性符合相关的国家标准。
三、产品配置参数:
1. 焊接工件描述
焊丝规格: Ф0.8/1.0/1.2mm
焊缝形式: 平焊缝、角焊缝 、半圆焊
保护气体: CO2 气体
工作方式: 人工上下料,机器人自动焊接堆焊层厚度: 更具工艺要求
2. 方案概述
焊接机器人系统是由焊接机器人、焊接电源、机器人专用焊枪、焊接变位台及夹具、PLC 及电气控制、安全防护围栏等部分组成。
工件由人工放置在工装后,由机器人开始自动焊接。
方案配置如下:
|
序号 |
名称 |
单位 |
数量 |
|
1 |
机器人系统 |
套 |
1 |
|
|
1.1
机器人本体 |
个 |
1 |
|
|
1.2
机器人控制柜 |
个 |
1 |
|
|
1.3
彩色示教器 |
个 |
1 |
|
|
1.4
系统电缆总成 |
套 |
1 |
|
|
1.5
弧焊软件包 |
套 |
1 |
|
2 |
C02
焊接电源 |
套 |
1 |
|
|
2.1
焊接电源本体 |
套 |
1 |
|
|
2.2
焊接电缆 |
套 |
1 |
|
|
2.3
送丝机 |
个 |
1 |
|
3 |
双位焊接变位台及自动夹紧系统 |
套 |
1 |
|
4 |
自动化控制系统 |
套 |
1 |
|
4 |
机器人专用焊枪 |
套 |
1 |
|
5 |
防碰撞传感器 |
套 |
1 |
|
6 |
电气控制及按钮站 |
套 |
2 |
|
7 |
机器人底座 |
套 |
1 |
|
8 |
系统设计、集成与编程 |
次 |
1 |
|
9 |
现场调试与培训 |
次 |
1 |
系统易损易耗件清单如下:
|
序号 |
名称 |
尺寸 |
库存 |
备注 |
|
1 |
导电咀 |
Φ0.8-1.6 |
20 |
消耗品 |
|
2 |
焊枪喷嘴 |
M20 |
10 |
消耗品 |
|
3 |
导丝管 |
Φ0.8-1.6 |
5 |
消耗品 |
|
4 |
压丝轮 |
Φ0.8-1.6 |
5 |
消耗品 |
3. 工艺流程
焊接工件焊缝周围 30mm 内应无油、锈及污渍,且满足工件图纸尺寸公差要求。系统焊接工作流程如下。
1) 准备工序:焊接工件按图纸要求备置。
2) 安装工件:机器人自动将工件放进工位 1,将工件放置到工作台。
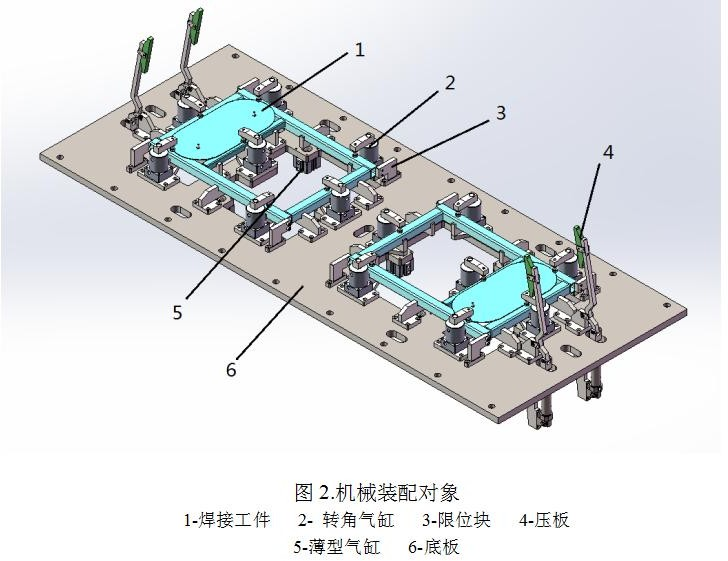
3) 工件限位:夹紧装置自动夹紧工件,紧靠限位块。
4) 机器人正面焊接:机器人从设定的位置开始实现正面自动焊接。
5)机器人反面焊接:变位台开始变位,翻转到反面,机器人开始反面焊接。
5) 工件卸装:焊接结束后机器人到工位 2 进行焊接作业,操作工再次进入工位 1,卸下工件。
6) 如此循环作业。
4. 主要功能
为保证焊接质量和焊接效率,机器人系统配置了完善的自保护功能和弧焊数据库,主要功能如下。
原始路径再继续:焊接过程中发生气流量异常、焊丝用完和暂时停止时,排除故障后可直接调用“继续上次焊接”命令,机器人可从任意位置自动到暂停的位置继续进行焊接。
故障检测和预测:检测出报警发生后,从控制装置获取数据,推测故障部位并依次列出高故障部位,显示部件更换顺序,计算机上的及诊断情况,可使用 iPendant 在现场查看。此外,计算机定期从现场的机器人中获得运行数据,并对所取得的数据进行分析,判断机器人的运行状态是否正常,并提示用户应对即将到来的故障。
防碰撞功能:机器人焊枪与外部物体相碰撞时可自动折回,保护焊枪和机器人本体。
专家数据库:通过在程序中设定必要的焊接条件,系统可自动完成排焊道和相应焊接参数调整。示教编程:通过机器人配置的示教器实现现场编程。
焊枪摆动:在焊接时不仅可以实现常用的 SIN 型、锯齿型、圆型、8 字型、L 型等摆焊模式,还可以根据具体工件的形状实现自定义摆焊功能,由此增大了焊道宽度,提高了焊接强度,保证焊道美观度。
状态显示:机器人通过示教器可以显示整个机器人系统的运行状态,包括程序运行状态、焊接过程参数变化、系统参数变化、机器人当前位置、执行历史记录、安全信号、报警记录等,由此客
户可以及时了解机器人系统的状态,做到提前预防机器人系统出现问题。
输入/输出文件:机器人系统中的系统文件以及示教程序文件等可以存储到机器人控制柜内部的存储卡, 也可以提取到外部设备,通过离线编程软件编写的程序也可以载入到控制柜内部,由此客户可以定期备份系统文件,一旦机器人系统出现问题后可以将系统文件还原来解决机器人的相关问题。
5. 主要部件介绍
5.1 机器人本体
l ABB/IRB1600-10/1.45;IRC5 标准柜;
l 手腕持重: 10 kg
l 最大臂展半径: 1.45m
l 轴数: 6 轴
重复定位精度: 0.05mm(多台机器人测试综合平均值)
l 机器人版本: 铸造专家型二代
l 防护等级: IP67
l 轴运动:
轴 动作范围 最大速度
1 回转 +180°至-180° 180°/s
2 立臂 + 150° 至 -90° 180°/s
3 横臂 + 65° 至-245° 185°/s
4 腕 +200°至-200° 385°/s
5 腕摆 +115°至-115° 400°/s
6 腕传 +400°至-400° 460°/s
l 电源: 200-600V, 50-60Hz
l 功耗: 0.58KW
l 机器人尺寸: 底座:484X648 mm 高度:1294mm
l 机器人重量: 250 kg
l 环境温度: 5°C- 45°C
l 最大湿度: 95%
l 最大噪音: 70dB(A)
l 路径定位精度: 0.13mm
是一款具有智能化功能的高性能操作机器人,适合各种弧焊应用,具有重量轻、结构紧凑的特点。
针对弧焊应用,通过优化成功的设计了轻量和紧凑的机器人手臂,在保证原有可靠性的同时,实现了优异的性价比。
采用先进的伺服技术,可以提高机器人的动作速度和精确度,在大程度上减少操作员的干预,提高了弧焊系统的工作效率。
特点及优势:
① 采用先进的伺服技术,机器人动作速度快,控制精度与工作效率高
② 机器人与焊接电源之间实现数字通讯,确保机器人和焊接电源高速协调控制,达到高品质焊接。
③ 提供薄板碳钢低飞溅、高品质脉冲等多种焊接方法,应用范围广,焊接能力强。
④ M-10iA/8L 机器人具有开放的外部通讯和 IO 接口,可与国内外主流焊机匹配
⑤ 自带焊头修正、再起弧功能
⑥ 可实现全方位安装。
5.2 机器人控制器柜
机器人控制柜的控制是采用工控机技术的智能运动控制系统,全数字伺服模块给机器人的 6 个关节的交流伺服电机提供驱动电源。
采用友好和简易的编程界面,图标式按键,使操作人员更加易学和舒适。分布式硬件结构和精简指令集软件能保证严格的时序和任务的执行。
特点:
① 采用与世界上畅销的 CNC 共通的设计方法与主要部件,具有高可靠性、高性能的特点。
② 控制器体积小且减少了电能消耗。
③ 优化点焊和伺服枪的运动,降低了工作节拍时间,提高生产率。彩色示教器:
机器人系统配有大屏幕彩色 LCD 显示的编程器,操作与编程简单明了,具有在线焊接参数修改和故障自诊断显示功能。可转换中/英文显示方式,方便操作者。并且安装有 dead-man 开关,进一步保证安全。
具有如下优点:
通过巧妙的设计改变了示教盒的重心,改善了整体的平衡性,使示教、操作变得更轻松。通过金属接头及塑料护套加强了电缆接头处的防护,避免因为拉拽刮擦造成的电缆损坏。菜单式操作,易学易用。
具有附加轴切换的快捷键及电源指示灯,简化了操作步骤。
能够更方便的和其他设备进行数据交换,数据扩展使用更加方便。拥有安全保护设置。
5.4 送丝机
提供的 350 型送丝机专为机器人焊接系统设计,体积小,重量轻。
主要技术参数如下:
|
规格型号: |
/ |
|
送丝速度: |
1
- 22mm/sec |
|
焊丝直径: |
Φ0.8、1.0、1.2、1.6 |
|
送丝方式: |
四轮驱动 |
|
机身材质: |
铸铝 |
|
重 量: |
8.2kg |
|
控制方式: |
直流伺服 |
特点优势
送丝系统稳定
1) 全数字化的送丝控制,高分辨率的转速反馈,高精度的速度调节
2) 四轮驱动,0.5~21m/min 范围内实现稳定送丝
3) 双弹簧压力臂调节,适用焊丝直径为 0.8~1.6mm
装卸简单方便
1) 无需工具即可完成送丝轮更换
2) 松下焊枪接口
3) 整体设计紧凑、轻巧,使机器人的运动性能发挥至优
5.5 机器人专用焊枪
机器人焊枪选用机器人专用焊枪,该焊枪具有超长的使用寿命,显著的冷却效果,优异的耐机械疲劳性能,使 MIG 焊枪和相关配套设备获得了很高的性价比,在弧焊机器人领域得到了大范围和快速的应用。
主要技术参数如下:
|
规格型号: |
/ |
|
额定电流: |
310A,暂载率 60% |
|
冷却方式: |
气冷 |
|
焊丝尺寸: |
1.0-1.6mm |
|
气体导管: |
2
条 |
|
气体消耗量: |
6L/min
起 |
|
重量: |
0.7kg |
|
电压等级: |
L(IEC
60974-7 标准) |
|
|
|
5.6PLC 电气控制及按钮站
机器人工作站电气控制系统采用 PLC 对机器人控制柜 I/O 对设备控制,包括对机器人、焊接电源、送丝机构、变位机等控制,压缩气体压力和保护气体压力的检测,控制工作站的启停等操作。控制柜内的继电器,三色灯,按钮,蜂鸣器,光电开关,按钮开关,气动元件以及连接气管等均为国际知名品牌的产品,控制柜内部具有良好的密封性能,并保证在-15℃~+45℃范围内正常工作。
焊接机器人工作站配有按钮站,通过按钮站上的启动、停止等开关能够实现设备的运转和停止,可以利用示教器来完成。
|
名称 |
型号 |
数量 |
|
PLC
控制器 |
FX2N-48MR |
3
台 |
|
触摸屏 |
TPC7062 |
1
台 |
|
电气系统 |
正泰、德力西等 |
1
套 |
5.8 焊接电源
|
参数类型 |
Ehave
CM250AR |
|
控制方式 |
全数字 |
|
输入电压 |
3
相
380Vac±25%(285~475V) |
|
输入频率 |
30~80
Hz |
|
输入容量 |
8kVA |
|
额定开路电压 |
63.7V |
|
额定输出电流范围 |
30~300A |
|
额定输出电压范围 |
12~30V(精度 0.1V) |
|
额定暂载率 |
250A/100%/40℃ |
|
焊接方法 |
CO2/MAG/MMA,实芯焊丝、药芯焊丝、电焊条 |
|
焊丝直径 |
φ0.8/1.0/1.2mm |
|
焊接时序 |
无收弧、有收弧、重复收弧、点焊 |
|
焊机参数通道存储 |
默认 10
组 |
|
电弧特性 |
-9~+9 |
|
机器人通讯 |
有 |
|
预置通讯口 |
有 |
|
冷却方式 |
智能风冷 |
|
送丝速度 |
1.4~24m/min |
|
防护等级 |
IP23S |
|
主机环境 |
工业重载、-39℃~+50℃ |
|
体积 |
300×480×620mm |
|
重量 |
48KG |
6、安全控制系统配置参数:
1) 功能、参数及特点描述:
①隔离护栏,总体高 1200mm,框架采用 2mm 厚灰色铝合金材料,网孔式护栏;带一个侧开门,左右推拉式,占地 2600~2700mm×3100~3200mm;
②在隔离护栏、安全门、设备等显眼位置粘贴多种安全标识,实时提醒设备的安全运行。
7、装配桌配置参数:
1) 功能、参数及特点描述:
① 由台身和台面、和工具柜三大部分组成。台身用方管焊接喷塑后组装连接,台面用高密度中纤板, 表面贴压防火板,耐腐蚀、防静电。
② 每台装配桌带一个 220V 电源插座,插座不占用台面空间;
③ 带工学结合存储式工具柜,3 层抽屉式,带管理功能。
④ 尺寸:1400mm×700mm×780mm (长×宽×高)
五、工业机器人焊接技能工作站配置清单
|
序号 |
物料名称 |
规格型号 |
单位 |
数量 |
|
1 |
工业机器人 |
6
轴 |
套 |
1 |
|
2 |
焊接夹具 |
配套 |
套 |
1 |
|
3 |
机器人专用焊机 |
/ |
套 |
1 |
|
4 |
氩气 |
配套 |
套 |
1 |
|
5 |
焊接工件 |
配套 |
套 |
1 |
|
6 |
安全防护装置 |
/ |
套 |
1 |
|
7 |
装配桌 |
/ |
套 |
1 |
|
8 |
无油空压机 |
静音 |
套 |
1 |
|
9 |
资料光盘 |
/ |
套 |
1 |
|
10 |
实验指导书 |
/ |
套 |
1 |
上一篇:工业机器人焊接实训装置
下一篇:机器人夹具装调实训平台

请加微信











